
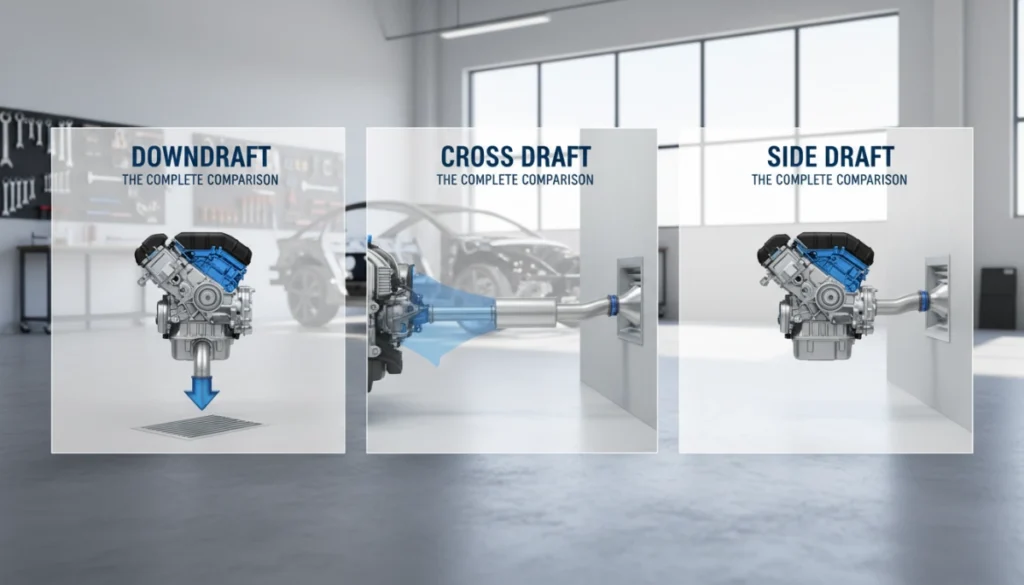
Choisir entre une cabine à flux descendant, à flux croisé ou à flux latéral n’est pas seulement une décision budgétaire — c’est une décision sur la façon dont votre atelier produit du travail chaque jour. Chaque configuration gère le flux d’air différemment, et cette différence se manifeste dans la qualité de finition, les exigences d’installation, l’entretien continu et le temps que vos peintres consacrent aux corrections après chaque travail. Ce guide explique comment fonctionne chaque système, où chacun a le plus de sens, et comment réfléchir à ce choix pour votre situation spécifique.
URL de la page : https://sprayboothmanufacturer.com/product/
Flux croisé : le point de départ économique
Une cabine à flux croisé déplace l’air en ligne horizontale droite du devant de la cabine vers l’arrière. L’air frais est aspiré par une entrée filtrée à l’avant — généralement les portes principales — et traversé au-dessus du véhicule ou de la pièce jusqu’à un plénum d’échappement au mur arrière. Simple, direct et efficace pour une large gamme d’applications.
Où le flux croisé a du sens
L’avantage pratique principal d’un système à flux croisé est qu’il s’installe sur un sol en béton plat existant. Pas de creusement de fosse, pas de plateforme surélevée, pas de modifications structurelles du bâtiment. Cela maintient le coût initial plus bas que toute autre configuration et le rend réaliste pour les ateliers avec un budget limité, les entreprises en espace loué ou les installations avec une faible hauteur de plafond où un plénum d’entrée au plafond n’est pas physiquement possible.
L’installation est également rapide. Sans travaux de fosse, une cabine à flux croisé peut être opérationnelle en une fraction du temps qu’il faut pour une installation à flux descendant. Pour les ateliers qui ont besoin d’un environnement de finition conforme, fonctionnel, rapidement opérationnel, cela compte.
Au quotidien, l’entretien est simple. Les filtres d’entrée sont situés aux portes avant et les arrêtateurs d’échappement au mur arrière — tous deux accessibles sans soulever les grilles du sol ou atteindre les plénums du plafond. Le changement de filtres de routine et le nettoyage général sont plus simples comparés à des configurations plus complexes.
Le flux croisé fonctionne bien pour la finition de meubles et de bois, le revêtement de petites pièces, l’équipement industriel général et la remise en peinture automobile où un résultat de qualité exceptionnelle n’est pas requis à chaque cycle. Pour les startups soucieuses du budget ou les ateliers en pleine montée en gamme à partir de peinture en espace ouvert, c’est le point d’entrée le plus accessible.
Les limitations à connaître
Parce que l’air circule horizontalement sur toute la longueur du véhicule, toute poussière ou débris ramassé à l’avant de la cabine est transporté sur toute la surface humide avant d’atteindre l’échappement. Sur des véhicules plus longs, cela représente une fenêtre d’exposition importante. C’est gérable avec un environnement propre et une position réfléchie du peintre, mais cela demande plus de discipline que les systèmes à flux vertical.
La position du peintre est plus importante dans une configuration à flux croisé car le peintre travaille souvent entre l’entrée d’air et l’échappement. Être conscient de votre position par rapport à la direction du flux d’air fait partie du travail efficace avec ce système.
Pour la finition automobile très haut de gamme où une seule poussière dans la couche de finition est inacceptable, une cabine à flux croisé demande plus au peintre et à l’environnement que un système à flux descendant.
Flux latéral : l’alternative sans fosse pour des résultats professionnels
Une cabine à flux latéral fait entrer l’air par un plénum de plafond filtré et l’évacue par des plénums intégrés dans les murs latéraux plutôt que par une fosse au sol. Le résultat est un rideau d’air descendant qui se déplace au-dessus du véhicule et emporte immédiatement la projection et les contaminants loin du centre de la cabine.
Où le flux latéral a du sens
La configuration à flux latéral est particulièrement adaptée aux ateliers qui ont besoin d’un meilleur contrôle de la contamination que le flux croisé, mais ne peuvent pas s’engager dans des travaux de creusement de fosse — soit parce qu’ils sont en espace loué, la fondation du bâtiment ne le permet pas, ou la nappe phréatique est trop haute. Vous bénéficiez de l’air filtré provenant du plafond sans le coût ou la permanence de creuser dans le sol.
Parce que l’air entre par le plafond et descend vers les murs latéraux, il élimine la projection de manière beaucoup plus rapide et propre que le flux horizontal. La zone de respiration du peintre reste également plus propre, car les fumées sont aspirées vers le bas et sur les côtés plutôt que de passer dans la zone de travail.
Pour les centres de collision à fort volume qui effectuent plusieurs cycles par jour, les ateliers opérant dans des espaces industriels loués, ou les peintres spécialisés qui souhaitent un environnement plus propre sans engagement permanent dans une installation, la ventilation par extraction latérale est souvent la solution la plus pratique.
Les compromis
Les chambres d'extraction latérales nécessitent plus d'espace au sol qu'une configuration à extraction arrière en croix. Dans une baie étroite, les plénums latéraux peuvent donner l'impression de réduire l'espace de travail. La tuyauterie nécessite également plus de planification et de matériaux qu'une configuration d'extraction arrière simple pour maintenir un équilibre correct du flux d'air sur toute la longueur de l'enceinte.
Extraction par le dessus : l'environnement de finition de la plus haute qualité
Une cabine à extraction par le dessus aspire l'air à travers une banque de filtres en plafond sur toute la longueur et le déplace verticalement vers le bas sur le véhicule. L'air sort par un système de grille de sol filtrée — soit une fosse en béton, soit une plateforme surélevée en acier — et est évacué à l'extérieur. Cela crée un rideau d'air propre qui enveloppe le véhicule de haut en bas.
Où la extraction par le dessus est pertinente
La configuration à extraction par le dessus offre l'environnement de finition le plus propre des trois car la gravité travaille avec le flux d'air. La surpulvérisation et la poussière sont aspirées directement vers le bas et éloignées de chaque surface du véhicule dès qu'elles quittent la pistolet — pas à travers, pas en diagonale. Le résultat est moins de contaminants dans le vernis, moins de temps consacré au polissage et au buffing après peinture, et une finition plus uniforme sur chaque panneau.
Pour les centres de collision haut de gamme traitant des travaux d'assurance de grande valeur, les ateliers de peinture sur mesure où la qualité de finition est la norme, ou les applications aéronautiques et industrielles nécessitant un environnement de type salle blanche, l'extraction par le dessus est la configuration adaptée. L'investissement est justifié par la qualité de la finition et les heures de travail économisées sur la correction à long terme.
Une sécurité maximale pour le peintre est un autre avantage réel. Aspirer l'air directement vers le bas maintient les fumées et la surpulvérisation en mouvement loin de la zone de respiration du peintre de manière constante tout au long du travail, ce qui explique pourquoi l'extraction par le dessus est techniquement la configuration la plus sûre pour la personne derrière la pistolet.
La réalité de l'investissement
L'extraction par le dessus nécessite soit une excavation d'une fosse en béton, soit une plateforme surélevée en acier avec des rampes d'accès. Dans tous les cas, il s'agit d'une installation plus importante — tant en coût qu'en permanence. Une fosse en béton n'est pas quelque chose que vous pouvez déplacer si vous changez d'atelier ou modifiez votre contrat de location.
L'entretien courant est également plus complexe. Vous gérez à la fois les filtres d'admission en plafond et les filtres d'extraction dans la fosse, sans oublier le nettoyage périodique de la fosse elle-même pour éviter l'accumulation de surpulvérisation. Le système utilise plus de média filtrant et nécessite généralement une unité de traitement d'air plus grande pour maintenir une vitesse d'air adéquate, ce qui entraîne des coûts d'exploitation plus élevés qu'une configuration à extraction croisée.
Semi-extraction par le dessus : la solution pratique intermédiaire
Pour les ateliers qui souhaitent une meilleure qualité de finition qu'une configuration en croix mais ne sont pas prêts à supporter le coût et la permanence d'une installation complète avec fosse, la configuration semi-extraction par le dessus se situe au milieu.
L'air entre par un plénum filtré à l'avant du plafond et suit un trajet diagonal — descendant sur le véhicule et vers les filtres d'extraction situés à l'arrière. Ce n'est pas la chute verticale directe d'une véritable extraction par le dessus, mais c'est une amélioration significative par rapport à un flux horizontal. Introduire de l'air filtré frais directement au-dessus de la zone principale de peinture pour réduire le risque que la poussière du sol ne se soulève dans les finitions humides.
Le compromis est que le flux diagonal peut produire des zones de vitesse légèrement inférieure à l'avant et à l'arrière de l'enceinte, et la surpulvérisation parcourt encore une certaine distance horizontale avant d'atteindre l'extracteur. Pour les ateliers situés dans des espaces loués où la modification du sol est exclue, ou pour les pièces volumineuses et équipements lourds où une fosse complète serait trop coûteuse, la semi-extraction par le dessus est souvent l'option haute performance la plus pratique disponible.
Comparaison côte à côte
| Caractéristique | Extraction en croix | Extraction latérale | Semi-aspiration descendante | Flux descendant |
|---|---|---|---|---|
| Direction du flux d'air | De l'avant à l'arrière | Plafond vers côtés | Diagonal | Plafond au sol |
| Installation | Très faible (pas de fosse) | Modéré | Faible à modéré | Élevé (fosse requise) |
| Qualité de finition | Bon | Super | Très bon | Meilleur |
| Coûts d'exploitation | Le plus bas | Modéré | Modéré | Le plus haut |
| Idéal pour | Magasins à petit budget, industrie, finition du bois | Espaces loués, collision à volume élevé | Grandes pièces, espaces loués | Automobile haut de gamme, aérospatial, personnalisé |
Comment réfléchir à la décision
Votre bâtiment fixe d'abord les limites. Avant de décider ce que vous voulez, vérifiez ce qui est réellement possible. La hauteur du plafond détermine si un plénum d'admission au plafond est viable. La construction du sol et les conditions de location déterminent si une fosse est une option. Si vous louez un espace avec une dalle à post-tension non coupable, vous ne pouvez pas installer une cabine à flux descendant véritable, choisissez donc une ventilation par côté ou semi-flux descendant à la place.
Adaptez la configuration à votre travail réel. Un atelier effectuant des réparations de collision quotidiennes et des finitions générales n'a pas besoin de supporter les coûts d'exploitation d'un système à flux descendant complet si une configuration à flux latéral ou à flux croisé de qualité donne des résultats acceptables. Un atelier réalisant des peintures personnalisées haut de gamme ou des revêtements aérospatiaux n'a pas la possibilité de faire l'impasse sur le contrôle de la contamination. Soyez honnête sur ce que votre travail nécessite réellement.
Considérez le coût total, pas seulement le prix d'achat. Une cabine à flux croisé a le coût initial le plus bas, mais si vos peintres passent quatre heures à polir la contamination de chaque véhicule, le coût de la main-d'œuvre réduit rapidement les économies. La cabine moins chère peut finir par coûter plus cher en pratique si elle génère des retouches importantes. D'autre part, une installation à flux descendant dans une installation où la charge de travail ne la justifie pas est un capital immobilisé au sol.
Le volume de production est un facteur réel. Pour un atelier effectuant un ou deux cycles par jour sur des travaux généraux, une configuration à flux croisé ou semi-flux descendant est généralement suffisante. Pour un atelier traitant cinq véhicules ou plus par jour où le débit dépend de cycles rapides et d’un minimum de retouches, la meilleure gestion de la surpulvérisation d’un système à flux descendant justifie le coût d'exploitation plus élevé par le gain de temps sur chaque travail.
Entretien selon les configurations
Chaque configuration de cabine nécessite une gestion cohérente des filtres pour maintenir la vitesse d'air et la qualité de finition. Les spécificités diffèrent selon le type.
| Type de filtre | Fonction | Intervalle de remplacement typique |
|---|---|---|
| Filtres d'admission | Élimine la poussière de l'air entrant | Tous les 2 à 4 mois ou 250 à 300 heures de fonctionnement |
| Filtres d'échappement | Capture les surpulvérisations de peinture | Toutes les 50 à 100 heures de fonctionnement |
| Filtres de diffusion du plafond | Assure une distribution uniforme du flux d'air | Annuellement ou lorsque la pression statique augmente |
Entretien du puis de tirage vers le bas est le plus complexe des trois. Les grilles du sol doivent être soulevées périodiquement pour éliminer l'accumulation de surpulvérisation dans le puis. Si le système utilise une configuration de lavage à l'eau, la gestion des boues est une tâche régulière.
Entretien du plénum latéral et transversal se concentre sur les chambres d'échappement. Aspirer ces zones évite l'accumulation qui cause le reflux et la turbulence à l'intérieur de la cabine.
Pour toutes les configurations : surveillez votre manomètre. Lorsque la pression statique augmente, les filtres se chargent et le ventilateur travaille plus dur que nécessaire. Une hausse de pression est le signal pour vérifier les filtres, et non une date fixe dans le calendrier. Utilisez des housses de cabine ou des revêtements peelable sur les murs et nettoyez régulièrement le verre des luminaires pour maintenir la visibilité et empêcher que la surpulvérisation sèche ne s'écaillent dans la peinture humide.
Questions fréquentes
Quelle configuration est la meilleure pour un budget limité ?
Le tirage transversal est l'option la moins coûteuse — moins de matériaux, pas de travaux au sol, installation rapide. Commencez par celui-ci pour les ateliers de menuiserie, le revêtement de petites pièces, le travail industriel général et les ateliers automobiles qui n'ont pas besoin d'une finition de showroom à chaque cycle.
Ai-je toujours besoin d'une fosse en béton pour une cabine à tirage vers le bas ?
Pas toujours. Un sous-sol en acier surélevé avec rampes d'accès permet d'obtenir la même performance de flux d'air vertical sans toucher le sol. Le compromis est qu'il nécessite plus de hauteur sous plafond et que les véhicules doivent monter les rampes pour entrer. Pour les ateliers où une entrée au niveau du sol est importante, la fosse en béton est la meilleure option.
Puis-je convertir un tirage transversal en tirage latéral plus tard ?
Techniquement possible mais rarement rentable. La conception de l'enceinte et l'emplacement du plénum d'échappement sont fondamentalement différents entre les configurations, et les modifications structurelles nécessaires pour convertir coûtent généralement plus cher que de commencer avec la bonne configuration dès le départ. Il est toujours préférable d'analyser vos besoins de production à long terme avant de faire l'achat initial.
Comment la direction du flux d'air influence-t-elle la sécurité du peintre ?
Les trois configurations sont conçues pour respecter les normes OSHA et NFPA 33. La différence pratique est que le tirage par le bas aspire les fumées et les surpulvérisations directement vers le bas et loin de la zone de respiration du peintre de manière plus efficace. Le tirage transversal déplace l'air à travers la zone de travail du peintre, ce qui nécessite une attention accrue au positionnement. Le tirage latéral se situe entre les deux — meilleur que le tirage transversal, mais pas aussi propre que le tirage par le bas.
Dans quelle mesure la qualité du flux d'air influence-t-elle le temps de polissage ?
De manière significative. Un meilleur flux d'air signifie moins de particules de contamination atteignant la surface de la peinture humide, ce qui réduit le nombre de bavures à polir après le cycle de cuisson. Pour un atelier occupé, le travail économisé sur la correction post-peinture grâce à une configuration de flux d'air plus propre compense souvent une partie importante du coût supérieur du système à long terme.
Dites-nous avec quoi vous travaillez
Partagez les dimensions de votre installation, la hauteur du plafond, la situation du sol, le volume de production et le type de travail que vous effectuez. Nous vous proposerons la configuration de cabine adaptée et vous enverrons un devis détaillé avec des plans d'agencement — généralement dans les 48 heures.
Pages connexes
- Guide de conception de cabines de pulvérisation pour bus → https://sprayboothmanufacturer.com/transit-coach-spray-booth-requirements/
- Guide de cabine de peinture pour camions → https://sprayboothmanufacturer.com/truck-paint-booth-semi-truck-spray-booth-specifications-buying-guide/
- Autres produits liés → https://www.autokemanufacture.com/product
- Contactez notre équipe commerciale → https://sprayboothmanufacturer.com/contact-us/
✅ Certifié CE | ✅ ISO 9001:2015 | ✅ Direct usine | ✅ Livraison dans plus de 60 pays | ✅ Garantie d'un an | 🔒 Sécurisé HTTPS