
Looking for a downdraft paint booth? This guide covers how downdraft airflow design works, pit vs pitless options, how it compares to crossdraft, and what to look for before you buy.
Page URL: https://sprayboothmanufacturer.com/product/
Downdraft Paint Booth: Airflow Design, Pit vs Pitless, and Buying Guide
If you’ve ever had overspray from one panel drift across and land on a section you just finished, you already understand the core problem that a downdraft paint booth solves.
The way air moves through a booth determines whether overspray clears cleanly away from the vehicle or lingers and settles where you don’t want it. Downdraft is the configuration that most reliably gets this right — and this guide explains why, how it compares to the alternatives, what the structural options are, and what to look for when you’re buying one.
How a Downdraft Paint Booth Works
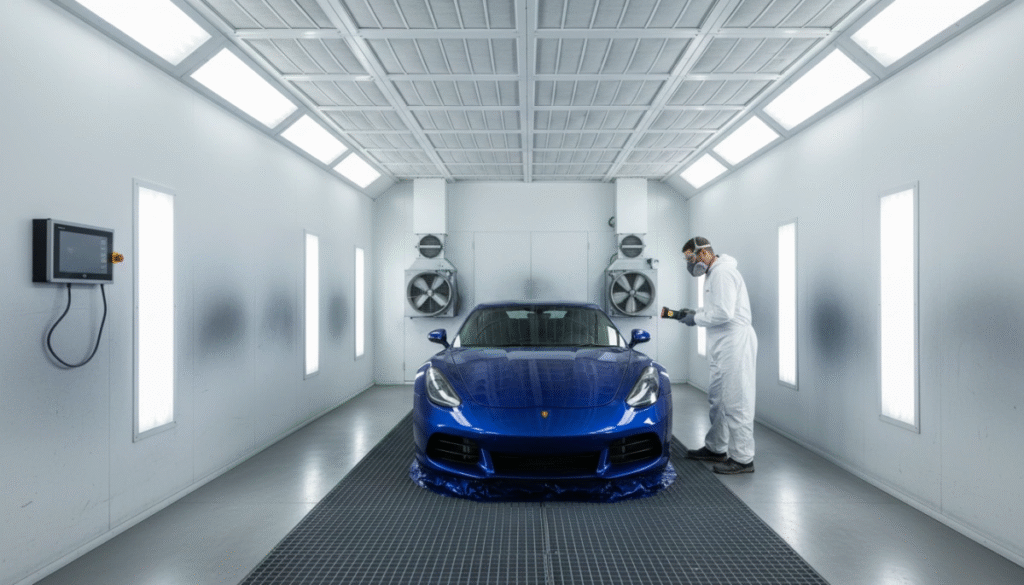
The principle is straightforward. Clean filtered air enters through the ceiling filter bank, moves vertically downward through the cabin, and exits through exhaust filters in the floor pit or raised floor system below.
Because the air moves straight down, overspray falls away from the vehicle rather than traveling sideways across it. Paint particles are heavier than air, so the downward airflow works with gravity — pulling contamination toward the floor rather than letting it drift across adjacent panels.
The result is a working environment where every part of the vehicle is in a consistent downward current of clean air. There are no dead zones where air velocity drops off and particles can settle. The painter’s breathing zone stays clear because fumes and VOCs are being continuously pulled downward and out through the floor exhaust, not allowed to build up at head height.
The ceiling filter bank is what makes this possible — it spans the full length and width of the booth, diffusing incoming air evenly so the downward flow is consistent from one end to the other, not just strong near the fans.
Downdraft vs Crossdraft vs Semi-Downdraft
Understanding why downdraft is considered the professional standard requires seeing what the alternatives involve.
Crossdraft moves air horizontally from the front doors to a rear exhaust bank. It’s the most affordable and simplest to install — no floor work required. The problem is that air carries overspray across the full length of the vehicle before it exits. Spraying the front end means some of that overspray is traveling the length of the vehicle before it clears, and some of it lands on the rear sections. For general repair work at lower volumes, this is manageable. For high-quality finishing, it creates rework.
Semi-downdraft brings air in through the ceiling at the front of the booth and pulls it diagonally toward the lower rear exhaust. Better than crossdraft because less overspray crosses the vehicle laterally. Still not as clean as full downdraft because air still travels on a diagonal plane rather than straight down. No pit required, which is why a lot of shops choose it as a middle-ground option.
Full downdraft eliminates the lateral drift problem entirely. Air moves straight down at every point — overspray from any panel falls directly toward the floor rather than potentially settling on adjacent surfaces. This is why shops doing premium collision repair, custom finishing, or any work where quality is non-negotiable choose downdraft.
| Booth Type | Airflow Direction | Contamination Risk | Pit Required |
|---|---|---|---|
| Crossdraft | Horizontal, front to back | Higher | No |
| Semi-downdraft | Diagonal, top-front to lower-rear | Medium | No |
| Full downdraft | Vertical, ceiling to floor | Lower | Usually yes |
Pit vs Pitless: Two Ways to Handle Floor Exhaust
A downdraft booth needs somewhere for the exhaust air to go at floor level. There are two ways to handle this, and the right choice depends on your facility.
Concrete Pit
The traditional approach. A trench is excavated in the shop floor during installation, housing the exhaust plenum below ground level. The booth floor sits flush with the surrounding shop floor — vehicles drive straight in without any ramps.
This is the right choice for facilities you own, new construction, or existing buildings where the floor can be cut. It’s a permanent installation and gives you the cleanest possible workflow because there are no ramps to deal with. Long-term, it’s the lower-maintenance option.
Pitless (Raised Floor)
Instead of excavating, the booth is built on an elevated steel platform with the exhaust system contained in the raised structure below. Vehicles access the booth via heavy-duty drive-up ramps.
This is the practical option for leased buildings where you can’t cut the concrete, for post-tension slabs that can’t be excavated, or for operations that may need to relocate. The airflow performance is the same as a pit-based system — the engineering difference is in the structure that contains the exhaust, not in how the air moves.
The main tradeoff is the ramps. For most shop workflows this is a minor inconvenience, but for high-volume operations moving vehicles in and out frequently, it’s worth factoring into the decision.
| Concrete Pit | Pitless (Raised Floor) | |
|---|---|---|
| Vehicle entry | Flush with shop floor | Via drive-up ramps |
| Installation | Requires excavation | No concrete work |
| Best for | Owned buildings, new construction | Leased spaces, non-cuttable floors |
| Mobility | Permanent | Relocatable |
What You Actually Gain With a Downdraft System
Finish quality. Overspray from one panel doesn’t drift sideways onto adjacent panels. The working environment is consistently clean, which translates directly to fewer defects, less time wet sanding and buffing, and better results coming straight out of the booth.
Painter safety. Fumes and VOCs are continuously pulled downward and out of the cabin rather than building up at breathing height. This is better for long-term health and keeps the cabin environment cleaner to work in.
Faster throughput. Paired with a heated make-up air unit, a downdraft booth dramatically speeds up flash-off times between coats and bake cycle times. Faster curing means more vehicles through the shop per day.
Compliance. A properly built downdraft booth with multi-stage filtration meets EPA, OSHA, and NFPA 33 requirements by design. The filtration captures overspray before it exits the building, the electrical components are explosion-proof, and the ventilation rates keep fume concentrations below OSHA limits.
Key Components to Look For
Ceiling filter bank — should span the full length and width of the booth to ensure even downward airflow. Gaps in coverage create uneven velocity and potential dead zones.
Floor exhaust filters — these take the most load in a downdraft system, catching paint solids as air exits. They need to be properly sized for the booth’s airflow volume and changed based on manometer readings, not just on a fixed schedule.
Intake fans — sized to maintain consistent downward velocity across the full cabin. Too weak and you get dead zones; too strong for the filtration to handle and pressure balance suffers.
Heating and make-up air unit — replaces exhausted air with fresh, temperature-controlled air. Essential for running proper bake cycles and for maintaining stable conditions with waterborne coatings or in cold climates.
Manometer — monitors pressure across the filter system. When pressure rises above the clean-filter baseline, it’s time to change filters. More reliable than any fixed schedule.
Seals — door seals, floor grate seals, and any wall penetrations. A downdraft booth maintains positive pressure to keep shop dust from being pulled in through gaps. Leaking seals undermine this and introduce contamination.
Maintenance: What to Stay On Top Of
Ceiling (intake) filters — typically last 6–12 months depending on shop cleanliness and volume. Replace when you see a visible drop in downward airflow or when the manometer shows pressure is building up earlier than expected.
Floor (exhaust) filters — take the direct hit from overspray and need more frequent attention. For a busy shop, every 50–100 paint hours is a reasonable starting point. Use the manometer rather than guessing.
Floor pit or raised floor exhaust area — dried overspray accumulates here over time. Vacuum regularly rather than using compressed air, which can push dust particles back up. Check fan blades for buildup that can cause vibration and reduce airflow.
Door seals — check monthly for cracks or compression loss. A leaking door seal is one of the most common causes of contamination in an otherwise well-maintained downdraft booth.
Lighting glass — wipe down regularly. Paint film on the covers reduces illumination, and reduced light means defects get missed before the vehicle leaves the booth.
Common Questions
What’s the difference between a pit and pitless downdraft booth? The airflow is identical — both pull air straight down from the ceiling to floor level. The difference is structural. A pit-based booth sits flush with the shop floor with exhaust below ground. A pitless booth is elevated on a steel platform with exhaust contained in the raised structure, accessed via ramps. Pit is better for owned facilities; pitless is the practical option for leased spaces or floors that can’t be cut.
How does a downdraft booth compare to semi-downdraft? Semi-downdraft is a no-pit middle option — better contamination control than crossdraft, no excavation required. Full downdraft gives you cleaner airflow because it moves straight down rather than diagonally, but it requires either a pit or a raised floor. For premium finishing work, the quality difference is real. For general repair work at moderate volumes, semi-downdraft is a practical compromise.
How often should filters be changed? Use the manometer. Ceiling intake filters typically last 6–12 months. Floor exhaust filters need more frequent replacement — every 50–100 paint hours for a busy shop. When the manometer shows pressure rising above the clean baseline, change the filters regardless of the schedule.
Do I need an air makeup unit? For anything beyond basic spraying, yes. The MAU replaces exhausted air with conditioned, filtered air and enables proper bake cycles. In cold climates it’s essential for maintaining curing temperatures. For waterborne coatings, the MAU’s temperature and humidity control directly affects how well the coating flows and levels.
What certifications should a downdraft booth have? CE marking for European markets, ISO 9001:2015 for quality management, and NFPA 33 compliance documentation for US installations. All electrical components inside the spray zone should be explosion-proof, rated for Class I Division 1 or 2 hazardous locations.
Ready to Upgrade Your Shop?
Tell us your booth size requirements, whether a pit installation is possible, and what vehicles you’re painting. We’ll put together a layout drawing and a detailed quote — usually within 48 hours.
Related Pages
- Bus Spray Booth Design Guide →https://sprayboothmanufacturer.com/transit-coach-spray-booth-requirements/
- Truck Paint Booth Guide →https://sprayboothmanufacturer.com/truck-paint-booth-semi-truck-spray-booth-specifications-buying-guide/
- Other related products→https://www.autokemanufacture.com/product
- Contact our sale Team →https://sprayboothmanufacturer.com/contact-us/
✅ CE Certified | ✅ ISO 9001:2015 | ✅ Factory Direct | ✅ Ships to 60+ Countries | ✅ 1-Year Warranty | 🔒 HTTPS Secured